
After nearly two years, 24 wire layers, 6,000 meters of wire, and 27,648 bending corners, technicians and engineers in Berkeley Lab’s Engineering Division have completed the closed-loop coil (CLC) winding of the Mixed Axial and Radial field System Demonstrator (MARS-D), a magnet that will help power the fourth-generation electron cyclotron resonance ion source (ECRIS) for the 88-Inch Cyclotron. The new, more powerful magnet will enable the ECRIS to produce more intense, more highly charged particle beams.
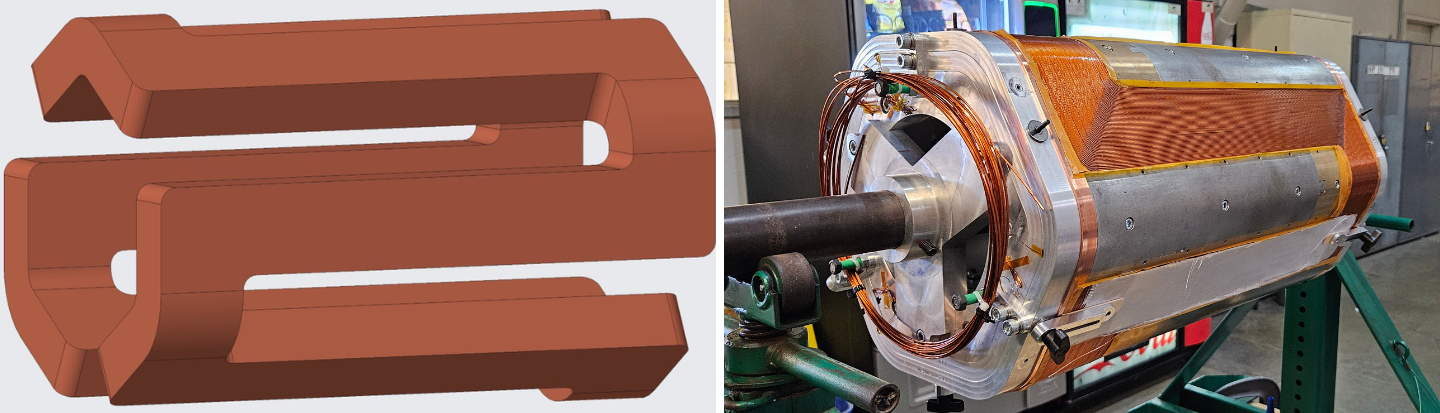
Niobium-titanium (Nb-Ti) magnets have been reliably operating in ECRISs at 28 GHz for many years. However, these magnets have reached the limits of their performance using the conventional sextupole magnet design. This means that transitioning to the next generation of ECRISs, which operate around 45 GHz, is not possible without reimagining the design of the magnet. MARS-D, developed in a collaboration between the Lab’s Engineering, Nuclear Science, and Accelerator Technology & Applied Physics Divisions, uses an innovative CLC design. This design uses a single coil, as opposed to the multiple coils used in traditional sextupole construction. The new design employed for MARS-D makes more efficient use of the conductor, enabling the creation of magnetic fields that are 50 percent stronger than traditional designs while using about half the amount of superconducting wire.
While there are advantages to the CLC design, it is particularly challenging to fabricate due to a complex winding path full of sharp 90-degree bends, the stiffness of the Nb-Ti material, and the lack of a central spool around which to keep the wire taut and maintain wire tension.
“This was such an incredibly important job, and everything, every bend, had to be perfect, or as perfect as we could get it,” explains Chet Spencer, an engineering technician in the Engineering Division. “On every layer, there was no room for error. And you have to be careful handling the conductor. If you damage the conductor, it’s game over. I couldn’t believe how intense it was.”
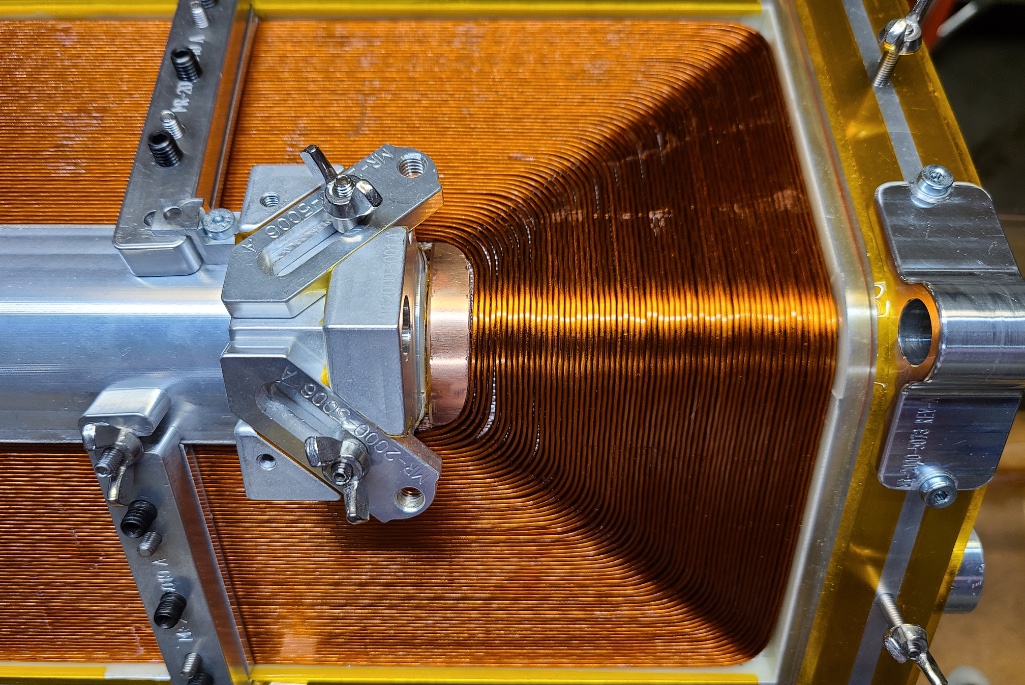
To create the magnet, a strand of Nb-Ti wire is wound around a hexagonal mandrel, making a series of 90-degree turns as it loops around the face of the structure. Handling the wire is delicate work. It is a sensitive material, and too much manipulation will result in damaging or even breaking the delicate Nb-Ti filaments.
As the team worked together to wind the coil, they developed strategies and techniques to improve the process. During the early stages of the project, the team had to manually pre-bend the wire at each point where a bend was needed, using a special pen to mark the precise locations that required bending. To improve the process, tools were developed that allowed the team to overbend the wire prior to putting it in place. These tools significantly enhanced both the efficiency and precision of the coil-winding process.

A tool created by the team for overbending the wire before winding it on the CLC. (Credit: Lianrong Xu, Berkeley Lab)
“When you bend the wire, it has a roughly 30-degree springback,” says Mechanical Engineering Technologist Matthew Reynolds from the Engineering Division. “So, we had to come up with ways to pre-bend everything. What we would do is overbend the wire with special tools we made, and then whenever we would release it with the tooling, the wire would come back and sit at 90 degrees.”
Another change that improved the winding process was marking where each bend needed to be made ahead of time, instead of marking these locations during the bending process. Lianrong Xu, a senior mechanical designer from the Engineering Division and a manufacturing leader on the MARS-D project, developed marking equipment and a corresponding operational procedure. He also provided a spreadsheet listing the spacing between each position so that the team could easily and accurately mark the bending positions in advance of winding. With a total of 27,648 bends made during the fabrication of the CLC for MARS-D, this improvement significantly increased the efficiency and precision of the winding. It cut down the winding time by 30 percent and reduced the manpower required by about half.
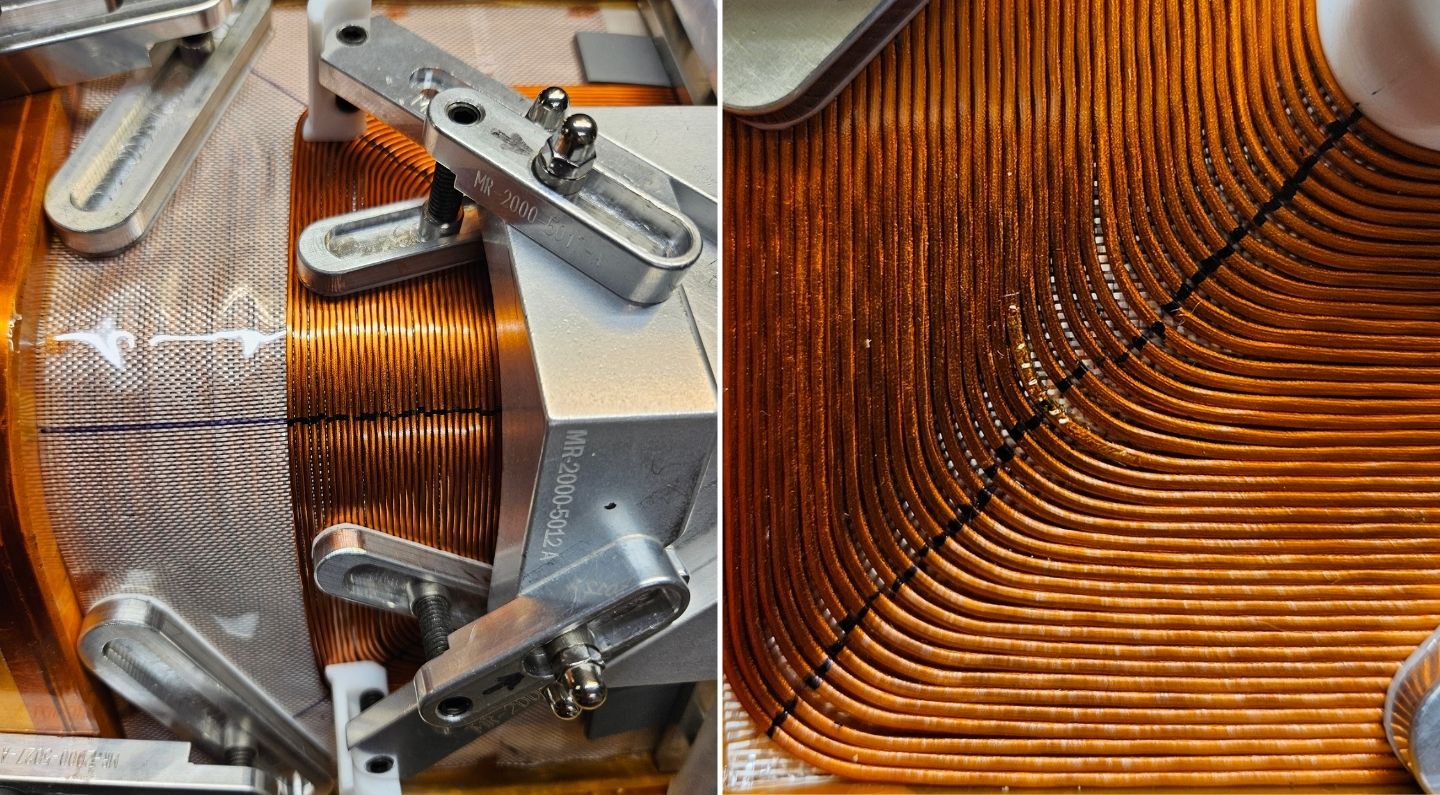
A further challenge of the project was that any small problem would propagate forward, making subsequent winding more difficult to get right. This was especially true around each 90-degree corner, where the bending wire creates a small half-moon-shaped gap. Bigger gaps in this area would cascade, making the gaps that followd even larger and causing the half-moon shape to be biased one way or the other on the subsequent winds. The team kept careful track of this, going back and rewinding areas that were not within the acceptable range.
To help solve this issue, Spencer employed a technique he referred to as continuous constraint. The clamps used to secure the wire were meticulously adjusted in sequence, ensuring that the wire was firmly anchored after each complete turn around the mandrel, rather than being secured after several turns had been completed.

After winding is complete, the MARS-D coil goes through a process in which it is impregnated with epoxy.
“This is a specialized process where the coil is vacuum-impregnated with epoxy,” explains Jim Swanson, an engineering technical associate in the Engineering Division. “It then goes through a thermal cycle to cure it. I have been doing this for years and have developed procedures and hardware to ensure a high level of success for this critical final step in coil production.”
The CLC of the MARS-D magnet was wound by a team of Engineering Division technicians, with people working in rotating two-hour shifts. The magnet represents the culmination of more than a decade of research and testing, with work on the final magnet beginning in January 2024. The most challenging aspect of this project–winding the CLC–was completed in October 2025. Currently, the technical team is working on solenoid coil winding and cold mass assembly for MARS-D.
“I had the opportunity, by luck, to do the very last turn,” says Spencer. “I wasn’t expecting that, because we were all doing shifts. After I did that last turn, I had a meeting to run to. I mentioned, just casually, to a room full of techs, ‘I just finished the last wind on MARS,’ and I got applause. So that was pretty awesome.”
Made in Berkeley Lab is a series about the many innovative and groundbreaking items the Engineering Division makes on location, showcasing the highly skilled fabrication and manufacturing expertise at the Lab. From tiny robots and tight tolerances to mammoth detectors, powerful magnets, and new materials, it’s all made right here in Berkeley Lab.
